新闻中心NEWS
光和产品分类PRODUCTS
联系我们CONTACT US
深圳市光和精密自动化有限公司
地址:深圳市宝安区福海街道新田工业区28栋
手机:18962656840
电话:0755-27390823/4/5
传真:0755-27390823/4/5-608
邮箱:guanghe@guanghe-eqp.com
网站:http://www.guanghe-eqp.com
您当前的位置:首页 > 新闻中心 > 行业动态 > 行业动态
脉冲热压焊接相关制程参数制定建议(压力及锡量控制)
发布时间:2019-10-17 10:54:54 新闻来源:深圳市光和精密自动化有限公司
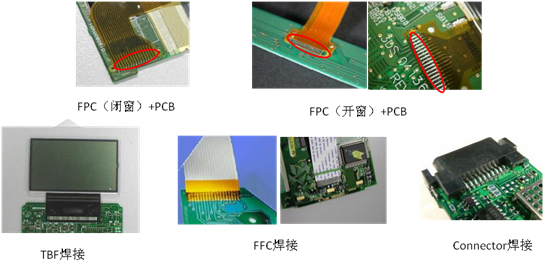
一、热压焊接应用领域热压焊接主要应用于以下几种工艺
二、FPC与压头及锡量的设计
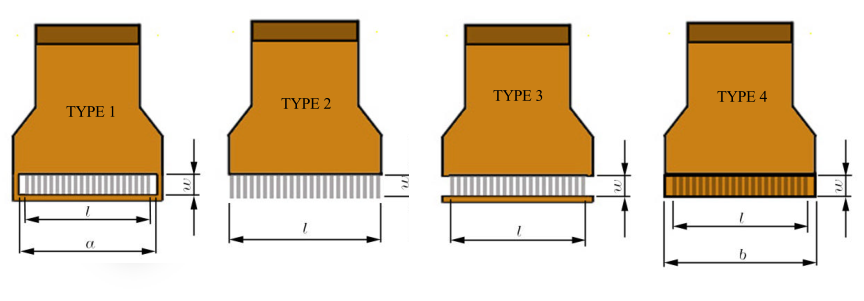
1.FPC种类大致有以下4种
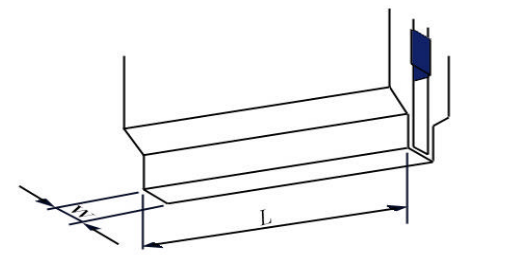
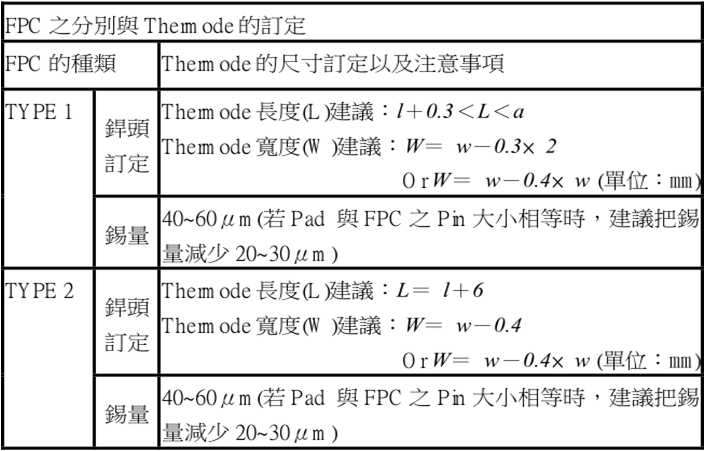
2.压头的形式
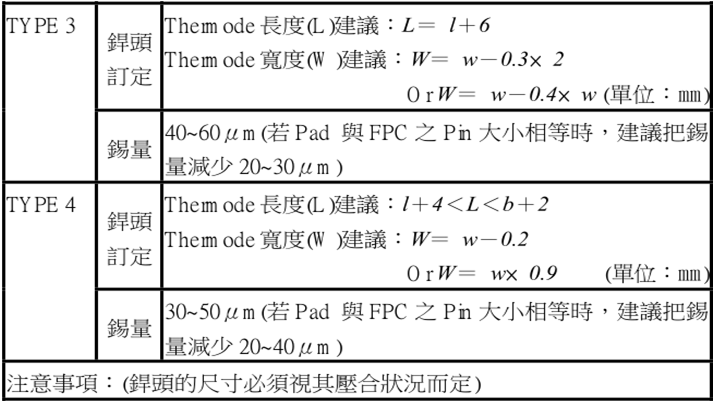
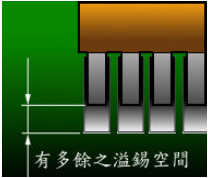
1.若其PCB上的Pad长度比FPC长度要长时,此时其多余的区域可作为溢锡区,因此考虑加大压头狂赌尺寸,相对的可以减少压合温度及时间如右图。
2.在压合Type1,Type2,Type3时,若不考虑压头沾锡的问题,可以不适用PI膜直接压合,此压合的优点为锡点较为美观,缺点是压头易沾锡而造成下一片的锡量变多(量少,并不造成压合后有短路情形)。
3.在压合时需注意压合位置的高度问题,尽量避免压合位置有因绝缘漆而造成高矮有差的状况,以及避免压合面处或周围的地方有零件造成零件损坏及压合不良。
4.当压合的PCB线路设计有过于复杂以至于影响压合时的热传导时,视情况需加大压头尺寸。
5.当压合Type4的FPC时,可能会有锡珠溢出,小锡珠会造成外观不良,而大锡珠则有可能造成外部短路的情形。
三、压力的设定
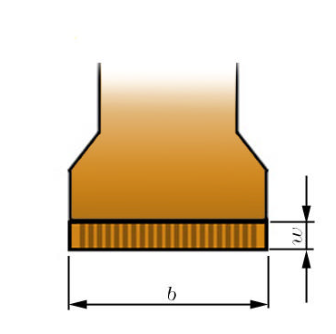
1.一般来说,焊锡制程中,压头下压时是为了把锡熔融以把FPC与Pad互相贴紧、接合;因此设定的压力最主要关于FPC是否在压合面上有留下压痕。而我们通常是依据压头接触FPC的面积或长度大小来做决定,一般做压力设定的调整大致上可有下列三种形式,
设W:为压头压合时的宽度
B :为压头压合时的长度
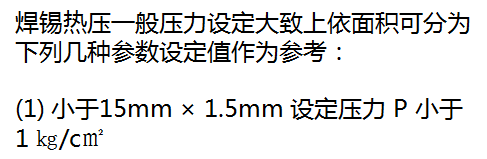
焊锡热压一般压力设定大致上依面积可分为下列几种参数设定值作为参考:
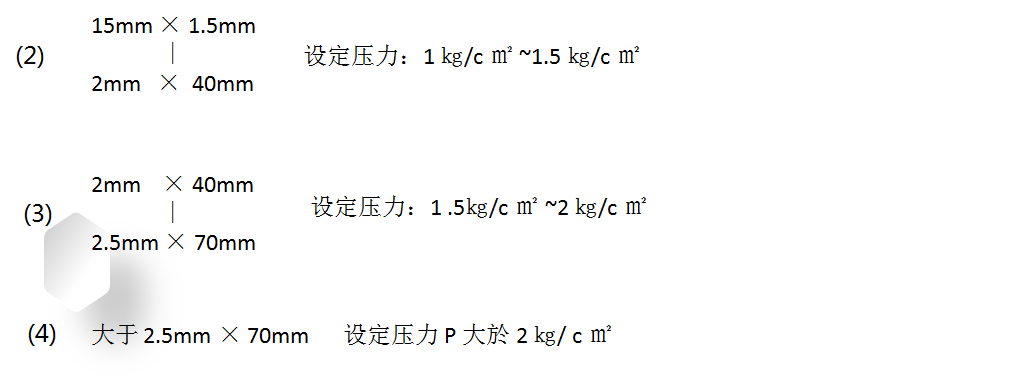
2.一般要把压力设更大的原因有二
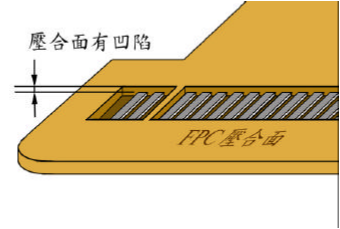
当 FPC 上的 Pad 凹陷于压合面,且压头尺寸超过 FPC 上之需压合面;
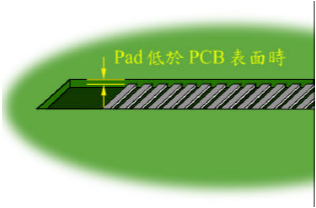
当 Pad 低于 PCB 表面,且压头压合時与 PCB 表面接触
上一篇:压焊机典型工艺重点解析
下一篇:最后一页
相关TAG:脉冲热压,热压焊接
- 脉冲热压焊接相关制程参数制定建议(压力及锡量控制)(2019-10-17)

